Casi studio
Impianto di rifiuti liquidi: ripristino scrubber e impianto di aspirazione
Intervento di revamping in un impianto di trattamento di rifiuti liquidi speciali, pericolosi e non pericolosi
Settore
Gestione rifiuti liquidi
Attività
Trattamento rifiuti liquidi speciali, pericolosi e non pericolosi
Ubicazione impianto
Centro Italia
Problema
Presidio obsoleto che provocava esalazioni odorigene, in aumento ad impianto fermo
Servizio Labiotest fornito
Revamping (SOS Service)
Tipologia di intervento
Efficientamento scrubber e impianto di aspirazione
Nel 2021 sci ha contattai un’azienda specializzata nel trattamento di rifiuti liquidi speciali, situata in Centro Italia, con un'importante criticità di emissioni odorigene in uscita principalmente dall'impianto di aspirazione.
Abbiamo analizzato e risposto alla richiesta di supporto da parte del cliente attraverso il nostro servizio di revamping SOS Service, riportando l’impianto alla massima efficienza nell'abbattimento degli odori.
Ecco come siamo intervenuti.
Criticità
Durante il conferimento di rifiuti liquidi si generavano esalazioni odorigene importanti emesse all’esterno dall’impianto di aspirazione e dagli sfiati dei serbatoi che si accentuavano con il trattamento di particolari reflui e soprattutto nel periodo primaverile ed estivo in considerazione di temperature elevate.
Tale situazione alterava e pregiudicava le condizioni ambientali e lavorative.
Non c’erano contestazioni in atto da parte dei residenti delle aree circostanti, ma solo lamentele. Il cliente ha preferito comunque rivolgersi a noi per prevenire possibili criticità e cercare una soluzione.
Siamo intervenuti effettuando inizialmente una serie di analisi sia olfattometriche che chimiche, per identificare l'origine delle esalazioni.
Caratteristiche dell’impianto esistente
L’impianto tratta rifiuti liquidi speciali pericolosi e non pericolosi, provenienti da vari settori industriali ed è suddiviso in 4 macro-aree:
- area di scarico
- area serbatoi stoccaggio
- area serbatoi di trattamento
- area centrifugazione e stoccaggio fanghi
Lo scrubber, era una una vecchia unità degli anni ‘90, dimensionata sugli standard dell’epoca, realizzato in PP, con 2 stadi separati di trattamento (acido e basico). Necessitava di un'attività che lo rendesse conforme alle linee guida nazionali ed europee e di un'attività di efficientamento.
L’impianto di captazione, realizzato con tubazioni in PVC, prevedeva sia punti di aspirazione puntuale che punti di aspirazione diffusa.
Le linee di aspirazione si univano su un collettore, che si inseriva successivamente su uno scrubber orizzontale ed erano tenute in depressione per mezzo di un ventilatore posto a valle dello scrubber.
L’emissione dello scrubber avviene tramite un camino con sbocco sopra la copertura del tetto.
L’analisi dell’impianto fatta da Labiotest
Le fasi dell'intervento effettuato
1. Sopralluogo tecnico
Abbiamo effettuato una valutazione specifica dello stato e del funzionamento dei presidi e delle parti che li compongono per valutare la reale efficienza di abbattimento degli odori.
In particolare, abbiamo verificato che i parametri di dimensionamento dei presidi rispettassero le B.A.T. (Best Available Technologies) di riferimento.
2. Consulenza tecnica e normativa
I limiti di emissione autorizzati e le prescrizioni valide per questa tipologia di impianto e area geografica sono:
Per gli inquinanti non previsti in tabella, vengono assunti i valori limite fissati art.271 del D.Lgs. 152/2006 e l’AIA.
3. Caratterizzazione fluidodinamica e olfattometrica
Gli strumenti di indagine per la misurazione delle emissioni impiegati erano conformi a quanto previsto nelle autorizzazioni provinciali e comunque agli standard normativi applicati a livello nazionale.
Caratterizzazione fluidodinamica
Dalla rilevazione effettuata in vari punti lungo le linee di aspirazione, eseguendo dei piccoli fori di campionamento a monte ed a valle del presidio di abbattimento odori, abbiamo scoperto che i valori di portata erano inferiori del 30% rispetto ai dati di progetto dello scrubber.
Per effluenti di caratteristiche simili, un presidio con doppio stadio di trattamento acido, basico/ossidante, condotto correttamente in genere garantisce una percentuale di riduzione degli inquinanti di almeno il 65-70%.
Caratterizzazione olfattometrica
Dall’osservazione dei rilievi olfattometrici, effettuati a monte e a valle dell’impianto, è risultato che:
- la concentrazione di odore nell’effluente in ingresso al presidio non era molto elevata
- la media geometrica della concentrazione di odore in uscita al presidio veniva ridotta circa del 50% solo con il lavaggio ad acqua.
In prospettiva di un incremento oggettivo di questi valori di ingresso al presidio e della concentrazione di odore in uscita, senza effettuare migliorie al presidio di abbattimento, potrà considerarsi significativa anche ai fini di limiti autorizzativi riguardo l’odore ora non presenti.
Dal complesso delle linee aspirate è risultata mancante la linea della zona dei serbatoi di stoccaggio, che generalmente ha un impatto odorigeno molto importante.
Caratterizzazione chimica
Dall’osservazione dei dati chimici abbiamo notato che erano pochi composti di quelli monitorati sono presenti nell’effluente sia a monte che a valle dell’impianto di abbattimento.
I valori rilevati di sostanze organiche volatili (SOV) e organico totale (SOVc) erano abbondantemente sotto i limiti autorizzativi.
Di fatto il momento campionato non rappresenta una situazione chimicamente impattante.
4. Verifica efficienza impianto
Lo scrubber risultava funzionante ma non efficiente. Sono emersi i seguenti problemi:
- non era dotato di alcuna automazione e/o controllo per il dosaggio dei necessari reagenti chimici
- i corpi di riempimento inseriti all’interno dei due stadi di trattamento non avevano un bagnamento ideale
- gli ugelli utilizzati non erano adeguati
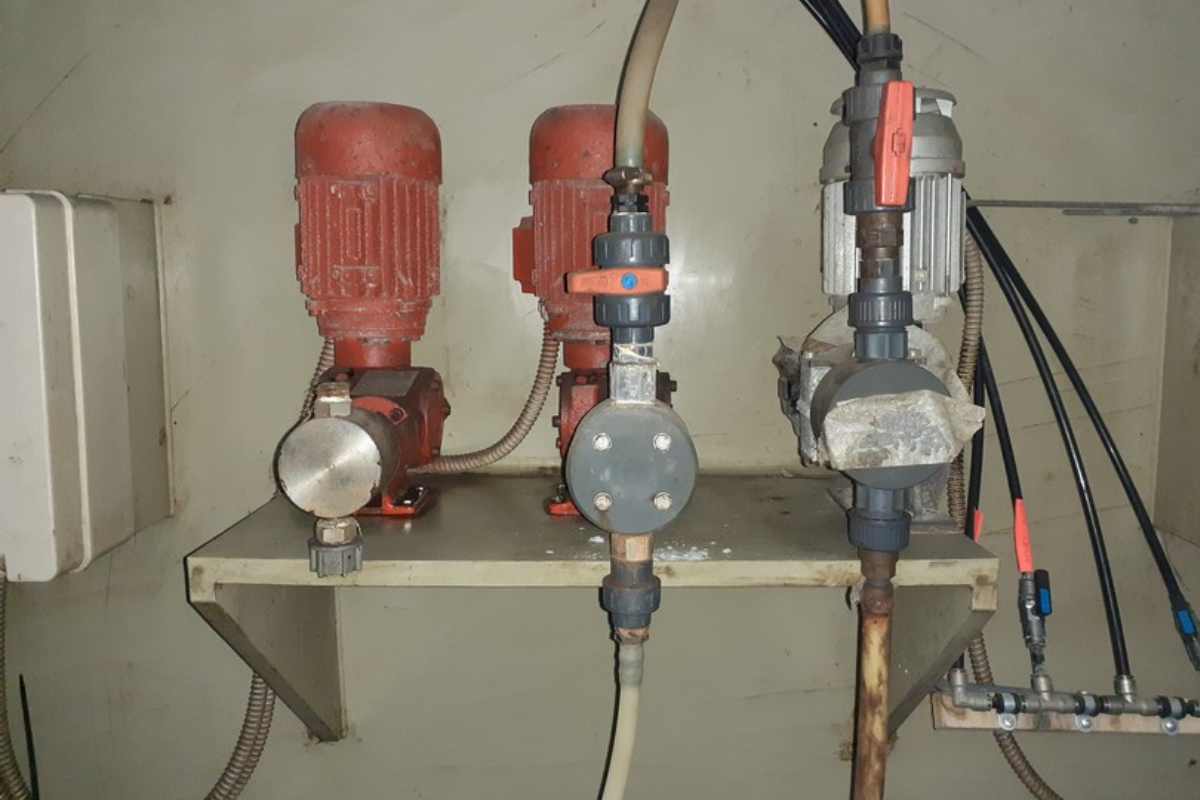
- le pompe di rilancio erano vecchie e presentavano problemi funzionali
- i componenti utili ad automatizzare e controllare il processo non funzionavano
- il quadro di controllo era completamente fuori uso
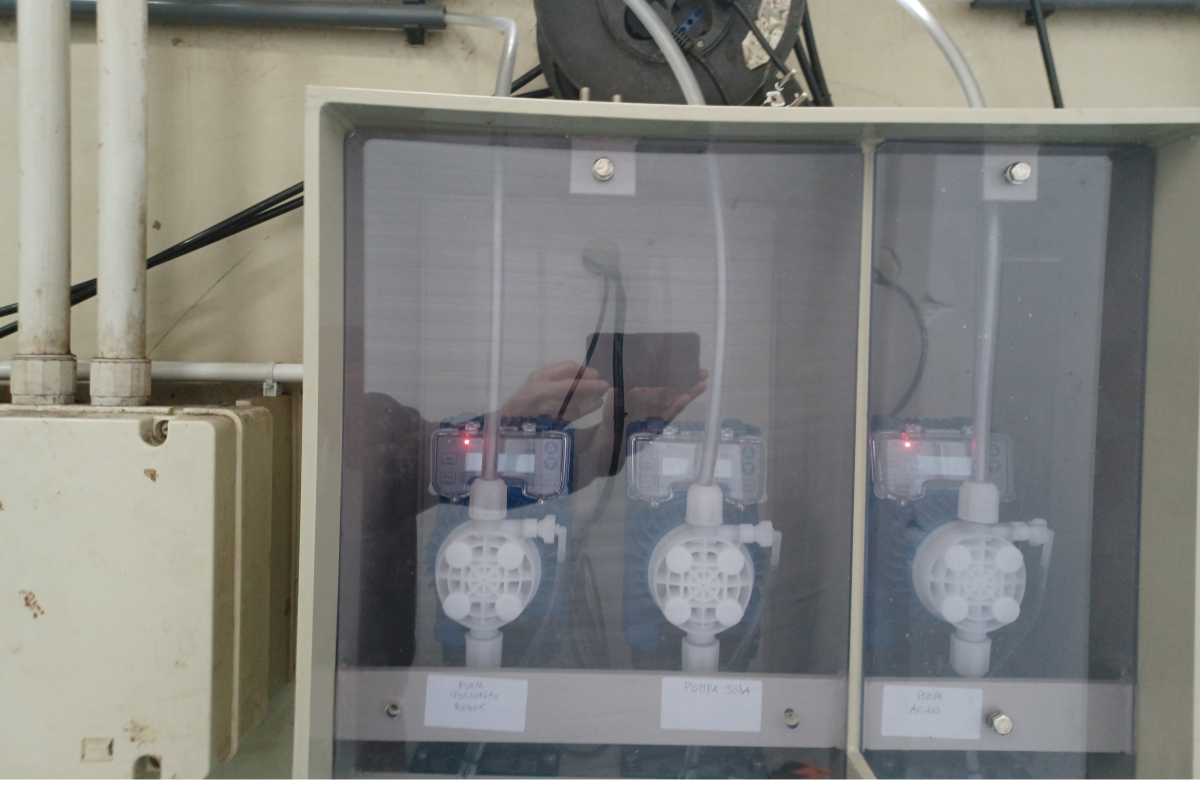
- le pompe dosatrici erano fuori uso.
L’impianto di aspirazione non risultava correttamente dimensionato ed ottimizzato.
5. Progettazione revamping
A seguito della nostra attività di analisi e misurazione, abbiamo consigliato al cliente di ripristinare in efficienza lo scrubber per verificare se le concentrazioni odorigene in ingresso potevano essere gestite in relazione ai limiti normativi. Abbiano perciò rilevato la necessità di applicare un sistema di protezione e contenimento da eventuali perdite che potenzialmente avrebbero potuto generarsi.
Come primo step abbiamo indicato una serie di interventi come:
- la sostituzione degli ugelli in uso, con una tipologia più adeguata
- la riparazione/sostituzione delle pompe di rilancio
- l’implementazione dei dosaggi dei reagenti, ciascuno controllato e mantenuto nei valori impostati.
Abbiamo proposto al cliente l’applicazione di valvole di parzializzazione atte a suddividere più equamente i flussi aspirati tra le linee e i vari rami, in quanto la completa riprogettazione delle linee di aspirazione sebbene di più semplice realizzazione sarebbe risultata economicamente più onerosa.
Visto che i punti aspirati dai serbatoi erano flangiati direttamente abbiamo suggerito l’applicazione di cappe da posizionare a valle dello sfiato captato.
Il revamping eseguito
Insieme al cliente abbiamo deciso di sostituire gli ugelli esistenti con una tipologia anti intasamento per garantire un costante e adeguato bagnamento dei corpi di riempimento.
Abbiamo successivamente implementato i dosaggi dei reagenti mantenendoli nei valori impostati e controllandoli attraverso nuove pompe dosatrici.
Abbiamo sostituito il quadro di controllo ed implementato con automatismi per offrire un controllo costante dei parametri di funzionamento.
Infine abbiamo sostituito le pompe di rilancio.
In considerazione dei costi importanti che avrebbero dovuto affrontare per riprogettare completamente le linee di aspirazione, abbiamo concordato l’applicazione di valvole di parzializzazione per distribuire in maniera equa i flussi aspirati dalle varie linee.
Alcune delle attività da noi consigliate sono state rimandate ad una fase successiva.
I risultati ottenuti
A seguito degli interventi effettuati è stata eseguita una seconda caratterizzazione fluidodinamica e olfattometrica che ha dimostrato un’efficienza di riduzione degli inquinanti del 73% e un'efficienza olfattometrica superiore al 60%.