Cases study
Liquid waste plant: revamping of scrubber and maintenance equipment
Revamping of a treatment plant for special liquid waste, dangerous and non-dangerous
Field of activity
Liquid waste management
Specific activity
Treatment of special liquid waste, dangerous and non-dangerous
Location
Central Italy
Problem
Obsolete equipment causing odorous exhalations, which worsened in case of equipment stoppage
Service supplied by Labiotest
Revamping (SOS Service)
Type of action
Revamping of scrubber and suction equipment
In 2021 we received a request from a company treating special liquid waste, located in Central Italy, which had a particularly significant problem of odorous emissions coming from the suction equipment.
We solved the problem through our revamping SOS Service, bringing the equipment back to complete efficiency as regards odors abatement.
Here is the description of what we did.
Problem
As liquid waste was being conferred, there were significant odorous exhalations toward the outside environment, coming from the suction equipment and some reservoirs vents.
The problems were more acute in the case of particular wastewaters being treated and especially in the springtime and summertime, due to high temperatures mostly.
Environmental and work conditions monitored could not considered as normal.
There were no claims on the part of people who lived in the surroundings, but only complaints. However, the client had decided to get in touch with us to prevent future problems.
We initially performed a series of analyses, both olfactometric and chemical, to ascertain where the exhalations derived from.
Characteristics of the existing equipment
The equipment treats dangerous and non-dangerous special liquid waste, coming from various industries and divided into 4 macro-areas:
- unloading area
- storage reservoirs area
- treatment reservoirs area
- sludge centrifugation and storage area.
The scrubber was old, dating back to the 90s, sized according to the standards at the time. Such standards no longer correspond to today's best available techniques recommended by national and European guidelines. It was made of PP and equipped with 2 separate treatment devices inside, to wash the effluent going through with acid and alkaline solutions.
A centrifugal fan was set up downstream.
The suction equipment, made of PVC pipes, was designed both for suction in very specific areas and for diffused suction.
The suction lines ended on a collector, going then to a horizontal scrubber, and were kept under pressure by means of a fan set-up downstream.
The scrubber had an exhaust stack on top of the roof.
Equipment analysis performed by Labiotest
Lower than 30% if compared to scrubber project data
Not very high
Reduced by 50% approximately only with water washing
Missing
Largely under authorized limits
Scrubber and suction equipment needing revision as regards efficiency
Various steps of performed activities
1. Technical survey
We went through a specific examination of the overall state of the plant and equipment operation, also checking the parts it was made of, in order to evaluate actual efficiency as regards odors abatement.
More specifically, we checked if the equipment sizing parameters complied with B.A.Ts. (Best Available Technologies), in such a field.
2. Technical and regulatory advice
The authorized emission limits and valid prescriptions for this type of equipment and geographical area are as follows:
For pollutants nor listed in the chart, limit values are those defined in art.271 of Decree-Law 152/2006 and AIA (Environmental Integrated Authorization).
3. Characterization as regards fluid dynamics and olfactometry
We used investigation instruments for emissions measurement that complied with what foreseen in provincial authorizations and national standards.
Characterization as regards fluid dynamics
The survey performed in various points along the suction lines, preparing some small sampling holes upstream and downstream of the odor abatement equipment, showed that the flow-rates values were 30% lower than those foreseen in the scrubber project data.
For effluents having similar characteristics, equipment with a double step of acid treatment performed properly (basic / oxidizing) normally ensures pollutants reduction percentages of at least 65-70%.
Characterization as regards olfactometry
Observing olfactometric data, monitored upstream and downstream of the equipment, is was ascertained that:
- odor concentration in the effluent on the inlet of the equipment was not very high
- geometric average value of odor concentration on the outlet of the equipment was reduced by 50% approximately only, with the help of a water washing process.
In view of an objective increase of these values on the system inlet and odor concentration on the outlet, it could become quite significant without any improvement of the abatement equipment. Should this value be applied to an emission diffusion model, one could expect an impact, as a fallout on the nearest receptor, triggering the application of authorization limits concerning the odor, not yet present.
In the exhaust pipes system, a line was missing for the area storage reservoirs that have a very significant odorous impact usually.
Chemical characterization
Observing chemical data, we noticed that only a few mixtures among those monitored are present in the effluent both upstream and downstream of the abatement equipment.
The surveyed values of Volatile Organic Substances (VOS) and total organic (VOCs) are largely under authorized limits.
If fact, the sampled episode is not having any chemical impact.
4. Verification of plant efficiency
The scrubber was operating, but not efficient. The following problems had been noticed:
- it was not equipped with any automation and / or control for the dosing of the necessary chemical reagents
- filling bodies located inside the double step treatment system were not sprinkled in the best possible way
- nozzles used were not adequate
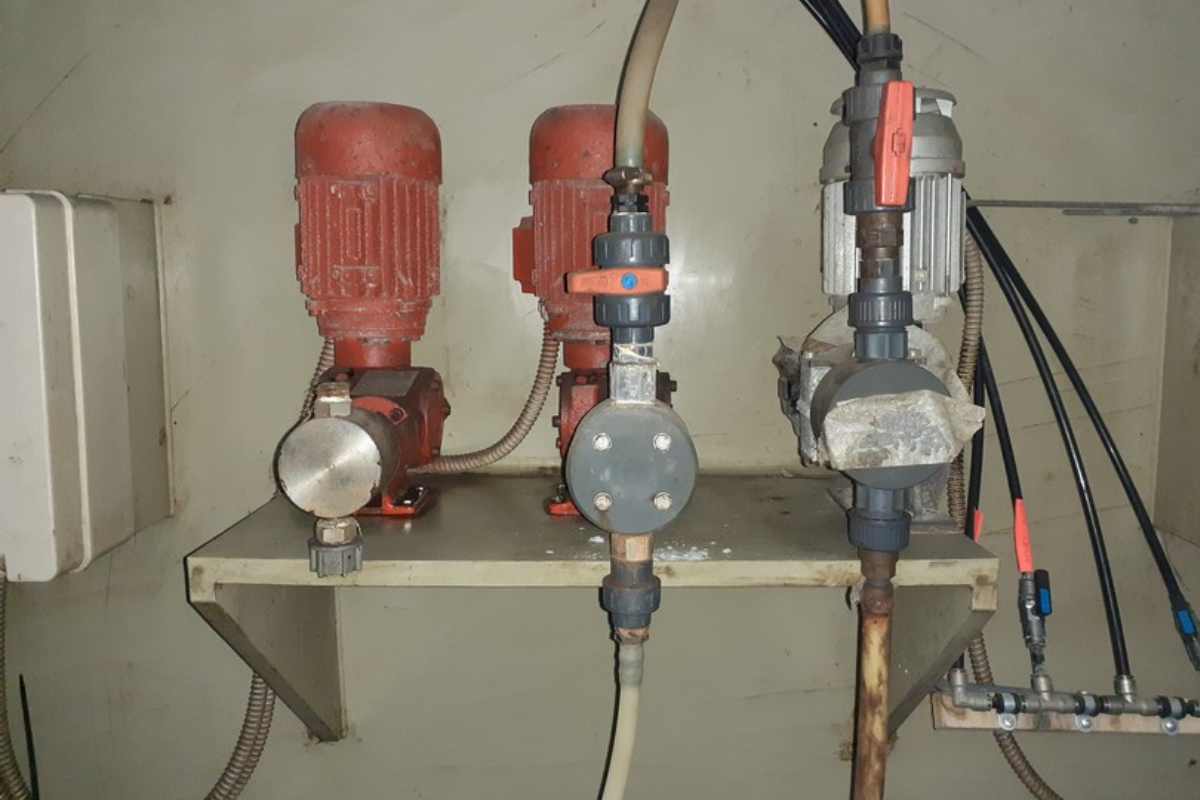
- booster pumps were old and presented functional problems
- components useful to automatize and control the process did not work
- control board was completely out of use
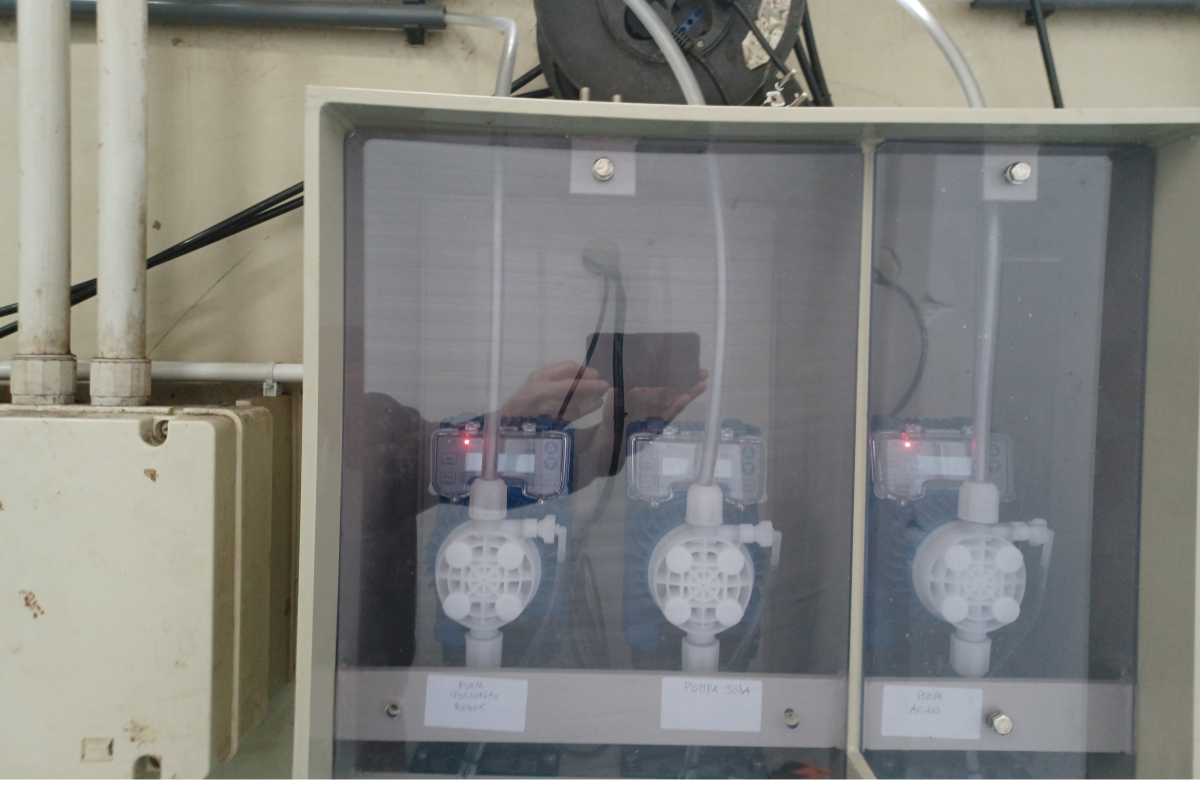
- dosing pumps were out of use.
The suction equipment was not properly sized and optimized.
5. Revamping project
Following our analysis and measurement activity, we recommended the client to revamp the scrubber, in order to check if odor concentrations on the inlet could be managed to comply with normative limits. Therefore we suggested introducing a protection system, also to contain possible leaks.
As initial works, we defined the following operations:
- replacement of nozzles in use, with a more adequate type
- repair / replacement of booster pumps
- implementation of a reagents dosing system, to control each one of them and maintain them at preset values.
Re-designing completely the suction lines would have been simpler, but we suggested to the client setting up adequate valves for flow-rate control, in order to divide suction flows more evenly in the various ducts and parts of the network.
Considering that specific suction holes from reservoirs are directly flanged, we suggested setting up hoods downstream of the vent involved.
Performed revamping
Together with the client, we decided to replace nozzles with an anti-clogging type, in order to guarantee a constant and adequate sprinkling onto the filling materials.
We then implemented reagents dosing, maintaining them on the preset values and controlling them through new dosing pumps.
The control board has been replaced and implemented with automation systems to offer a constant control of operation parameters.
Finally, we replaced the booster pumps.
Considering the significant costs involved in re-designing completely suction lines, we agreed on the solution of capacity control valves, in order to get an even distribution of flow-rates sucked by the various lines.
At the moment, it was decided not to set up hoods downstream of the vent, postponing these works to a later time-period.
Results obtained
Once works were completed, a second characterization was performed from the point of view of fluid dynamics and olfactometry. The survey showed an efficiency rate of 73% in pollutants reduction and an olfactometric efficiency higher than 60%.